
改善事例
-
加工改善 - 2017/03/17
マシニングセンタによる超硬合金金型のダイヤモンド工具による加工
顧客:工作機械メーカー O社様
問題点:
放電加工で加工した場合、クラック発生の可能性もあり、磨きで除去が必要で加工時間が長く非効率。
超硬金型は放電加工も可能だが、クラック発生の可能性があります。そのため磨きで除去する必要ですが、加工時間が長く能率が悪くなります。
そこで機械加工による磨きレスが求められてきます。マシニングセンタで行う超硬合金金型の値彫加工や粗加工をする為。
提案内容:
ダイヤモンドItoolの工具にて機械加工による磨きレスを提案。機械本体は「 MP-46V 」にて。
高い熱変位安定性を有しており、最大トルク29N・m、最高主軸回転速度30,000min-1、回転主軸冷却により高トルク及び高精度な加工が可能な本体。
加工内容は1.冷間鍛造用ベベルギヤ金型加工と2.レンズ金型鏡面加工。
結果:
1.「冷間鍛造用ベベルギヤ金型加工」
大荒加工をアイツール製円錐台形状の電着工具をご使用いただきました。異形状が可能な電着工具ゆえの提案を致しました。ワーク中心部をヘリカル加工して、25分で切削除去量は約3.4㎤と高能率加工を実現!
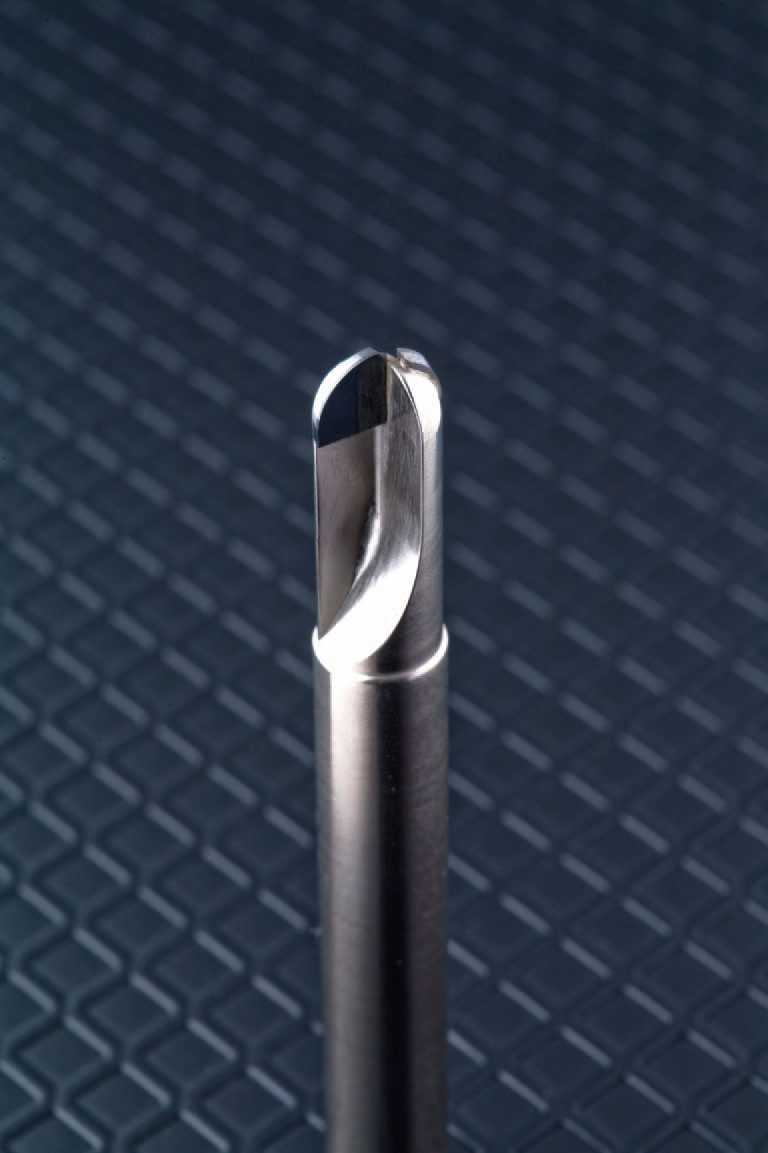
2.「 レンズ金型鏡面加工 」
切れ刃のない形状のPCD工具をご提案。潰す、磨くという加工になるため、微小な切込量になるが、送り速度は他の超硬加工工具に比べ、高送りでの加工を実現できた。結果、面粗度Ra22nmの鏡面を得ることができた。